Objective
Most PCB projects have some room for error. A consumer gadget with a minor board defect gets returned. A firmware bug gets patched. Life goes on. But when your board is inside a surgical robot, an aircraft flight controller, or a military communications system, there is no recovery path. The board works, or it doesn’t. That is the world for which IPC class 3 PCB standards were written. This guide covers what Class 3 actually requires, where designs most commonly fail to meet it, and how the PCB quality control process needs to work throughout fabrication and assembly, not just at the end.
Key Takeaways
- IPC Class 3 is the strictest PCB quality classification, required for aerospace, defense, and life-critical medical applications
- It governs via plating, annular rings, solder joints, surface finish, cleanliness, and materials, not just dimensions.
- High reliability PCB manufacturing means process controls at every stage, not just final inspection
- Aerospace-grade PCB standards often add requirements on top of IPC Class 3 through MIL-PRF-31032 and similar specs.
- Delamination, CAF, via barrel cracking, and BGA joint failures are the most common Class 3 failure modes.
- DFM and DFA reviews before fabrication are not optional; they are what make Class 3 builds producible
1. What Separates Class 3 from Everything Below It
IPC divides PCBs into three classes based on what the application demands. Class 1 covers basic electronics where failure is an inconvenience. Class 2 covers things like industrial controllers and standard medical devices, boards that need to work reliably but where short downtime is survivable. Class 3 covers applications where failure is not acceptable at any point in the product’s operating life.
The two documents that govern this are IPC-A-600 for bare-board acceptability and IPC-A-610 for assembled-board acceptability. Every measurable characteristic, via barrel plating, annular ring dimensions, solder joint geometry, dielectric layer thickness, and surface contamination levels, has separate acceptance criteria for each class. Class 3 is tighter across all of them.
The more important difference is the quality philosophy behind it. Class 2 allows cosmetic defects as long as the board still functions. Class 3 does not. A solder void that passes Class 2 inspection is rejected at Class 3. An annular ring that barely meets Class 2 tolerances may still be a defect at Class 3. You are not just tightening the numbers —you are changing the entire standard of what counts as acceptable.
Blind Buried Circuits holds IPC-A-600 and IPC-A-610 certifications, which are the baseline credentials any manufacturer needs before claiming genuine Class 3 capability.

2. Material Selection Is a Design Decision, Not a Procurement Decision
One of the most common mistakes engineers make when designing IPC Class 3 PCBs is treating material selection as the manufacturer’s responsibility. It isn’t. The materials you specify determine thermal performance, signal behavior, moisture resistance, and long-term mechanical integrity.
Standard FR4 with a Tg of 130°C is often not adequate for Class 3 applications. High-Tg versions, such as Isola 370HR or FR408HR, handle thermal cycling better and resist delamination under repeated reflow cycles. Polyimide is used when the operating environment exceeds what any FR4 variant can handle, such as aircraft engine electronics, for example. Rogers laminates such as RO4003 and RO4350 are standard in RF and high-frequency designs due to their low, stable dielectric constants. Megtron 6 and 7 are used where both signal speed and thermal stability are important.
The material you choose directly sets your stack-up parameters. The dielectric constant and dissipation factor of your laminate determine the width of your controlled-impedance traces needed to achieve the target values. You cannot finalize the stack-up without knowing the material, and you cannot design traces without the stack-up. These three things, material, stack-up, and trace geometry, have to be worked out together.
3. Via Quality Is Where Most Class 3 Boards Fail
IPC Class 3 requires a minimum average copper plating thickness of 25 microns inside via barrels, with no single cross-section reading below 20 microns. Class 2 allows an average of 20 microns. That 5-micron difference matters more than it sounds.
The reason is thermal expansion. PCB laminates expand along the Z-axis when heated, the direction that runs through the via barrel. Copper expands much less. When the laminate expands, and the copper barrel cannot keep up, the barrel experiences tensile stress. If the plating is thin, the barrel cracks. In a product that repeatedly cycles between -55°C and 125°C over thousands of hours, which is normal for aerospace-grade PCB standards environments, thin via barrels are a time-limited failure waiting to happen.
Annular ring requirements are also stricter. Class 3 requires a minimum 50-micron annular ring on the outer layers and no breakout on any layer, inner or outer. This drives tight drill registration tolerances throughout the entire fabrication process. A manufacturer that cannot maintain accurate drill-to-copper registration consistently cannot build Class 3 boards reliably.
Blind and buried vias in high-reliability PCB manufacturing must be filled or planarized when used in Class 3 designs. Unfilled blind vias trap flux during assembly. That trapped chemistry becomes a long-term reliability problem as it breaks down the laminate or drives electrochemical migration between conductors.
4. The PCB Quality Control Process Cannot Start at Final Inspection
Many manufacturers run optical inspection at the end and call it quality control. That is not how high-reliability PCB manufacturing works at Class 3.
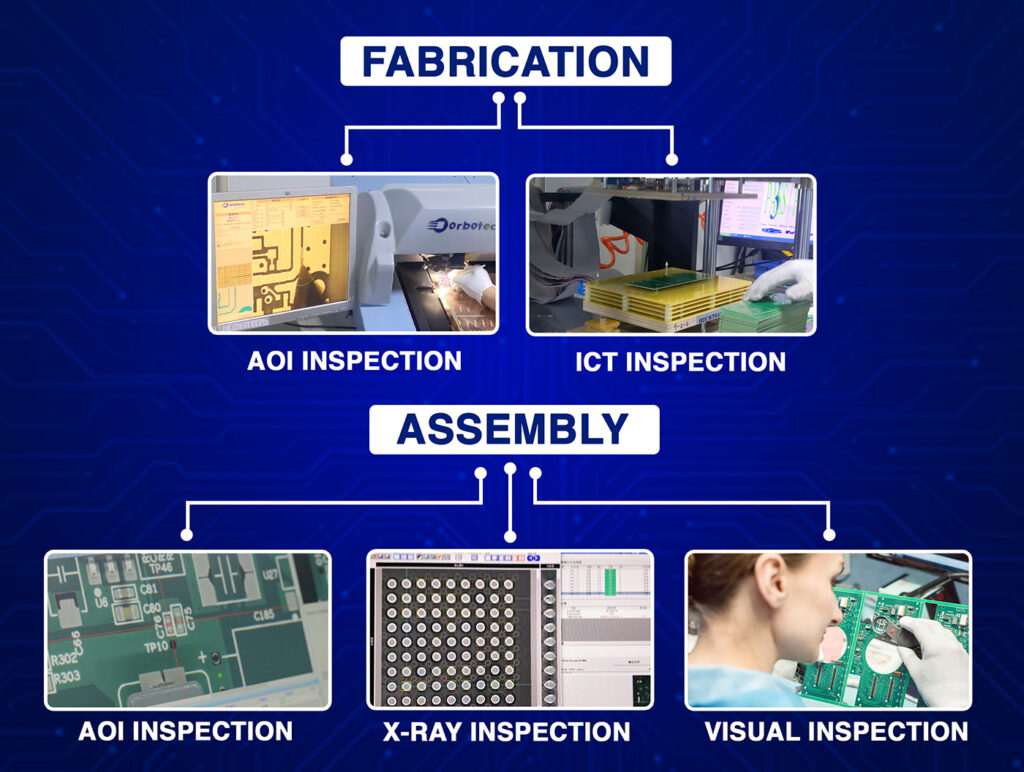
The PCB quality control process for Class 3 has to be built into every stage of fabrication:
- Inner layer AOI after imaging, before lamination, defects caught here cost almost nothing to fix. Defects caught after lamination cost the entire panel.
- Incoming laminate verification with Tg testing and a certificate of compliance from the material supplier, not just trusting that the box says what it says
- Plating bath chemistry monitoring throughout the production run, not just a chemistry check at shift start
- Coupon impedance testing on every production panel where controlled impedance is specified, not statistical sampling
- Microsection analysis on coupons pulled from every lot to verify via barrel plating thickness, annular ring dimensions, and dielectric layer thickness under a cross-sectioned microscope
- 100% electrical testing on every finished board, flying probe or bed-of-nails, not sample-based testing
- IPC-certified inspectors applying Class 3 acceptance criteria, not Class 2 inspectors, are being asked to be more careful.
Aerospace-grade PCB standards add another layer on top of this. Programs governed by MIL-PRF-31032 require qualification testing, ongoing conformance coupons, and complete lot traceability that ties every board back to the specific laminate lot, drill program, and plating bath used to make it.
5. Assembly Failures That Show Up in Class 3 Environments
The bare board is only half the story. Assembly at Class 3 has its own failure modes that don’t show up until the product is in the field.
Solder joint quality is the most visible one. IPC-A-610 Class 3 sets tighter limits on acceptable solder joint geometry, voiding percentage, and fillet dimensions than Class 2. A cold solder joint that passes visual inspection at Class 2 might crack under vibration in a Class 3 application.
BGA packages cannot be inspected visually because all joints are hidden beneath the package. AXI, automated X-ray inspection, is required on any Class 3 assembly that contains BGAs. There is no workaround. You either verify every joint with X-ray, or you are guessing about BGA quality.
Cleanliness after assembly matters more at Class 3 than most engineers expect. Flux residues left on the board surface can absorb moisture, creating low-resistance leakage paths between conductors. This shows up as elevated leakage current, intermittent faults, or gradual performance degradation, exactly the failure modes that are hardest to diagnose and most damaging in a deployed system. Ionic cleanliness testing after assembly is standard practice in Class 3 programs.
Blind Buried Circuits runs a full IPC-A-610 Class 3 assembly inspection, including AXI, ionic cleanliness verification, and certified inspector sign-off, as standard steps in its Class 3 assembly workflow.
6. Preventing Delamination and CAF
Two failure modes specific to multilayer Class 3 PCBs deserve attention: delamination and conductive anodic filament (CAF) growth.
Delamination happens when the resin bond between laminate layers breaks down. Causes include moisture absorbed by the board before assembly, aggressive reflow profiles that drive rapid outgassing, and laminate materials not rated for the thermal load they experience. Class 3 designs specify maximum moisture-sensitivity levels, require baking before assembly in some cases, and use laminates with tighter-weave glass to reduce moisture absorption.
CAF is a metallic filament that grows through the laminate between adjacent conductors, usually between two vias that are spaced closely together, under voltage bias in the presence of humidity. It degrades insulation resistance progressively until it creates a soft short. Prevention requires adequate via-to-via spacing, tighter weave glass laminates, and ionic cleanliness control after assembly. Class 3 designs need to account for CAF risk during routing and placement, not after the board is already laid out.
7. Industry | Why IPC Class 3 Is Required
| Industry | Why IPC Class 3 Is Required |
| Aerospace | Boards must perform reliably in extreme temperatures, vibration, pressure changes, and long operating cycles. Failure can affect mission safety. |
| Defense | Electronics are used in critical communication, radar, weapons, and control systems where failure is not acceptable. |
| Medical Devices | PCBs may be used in life-support, diagnostic, surgical, or monitoring equipment where reliability directly affects patient safety. |
| Automotive Safety Systems | Used in braking, steering, airbag, battery management, and advanced driver-assistance systems where board failure can create safety risks. |
| Industrial Control Systems | Controls machinery, automation lines, robotics, and process equipment where downtime or failure can cause major operational loss. |
| Telecommunications Infrastructure | Network equipment must run continuously with stable signal performance and minimal failure risk. |
| Power Electronics | Boards handle high current, heat, and continuous operation, so stronger reliability standards are needed. |
| Rail And Transportation | Used in signaling, control, braking, and communication systems where long-term reliability and safety are critical. |
| Space Electronics | PCBs must survive radiation, thermal cycling, vibration, and environments where repair is not possible. |
| High-Reliability Computing | Used in servers, AI hardware, and mission-critical systems where failure can interrupt major operations or data processing. |
Final Thoughts
Class 3 PCB quality is not something you bolt on at the end of a design. It is the result of material decisions, stack-up choices, via design rules, fabrication process controls, assembly standards, and inspection depth, all working together from the start. Any one of those steps done wrong produces a board that looks fine but fails under the conditions it was built to survive.
Work with manufacturers who can show you real Class 3 process documentation, hold current IPC certifications, and have inspectors who apply Class 3 criteria every day, not just when a customer asks for it. Blind Buried Circuits manufactures to IPC Class 2, 3, and 3A standards, with certifications, materials capabilities, and an engineering team to support designs from prototype through volume production.
If your application requires IPC Class 3, get your design into DFM review before you release it to fabrication. A stack-up error or a via spacing violation found on paper costs nothing. Found on a delivered board, it costs everything.
Frequently Asked Questions
Q1. What is the minimum copper plating thickness inside vias for IPC Class 3?
IPC Class 3 requires an average of 25 microns of copper plating in via barrels, with no individual microsection reading below 20 microns. This is confirmed through destructive coupon cross-sections pulled from production lots. Class 2 allows an average of 20 microns, so Class 3 provides significantly better protection against barrel fatigue under repeated thermal cycling.
Q2. Can I use standard FR4 for a Class 3 PCB?
Standard 130°C Tg FR4 is generally not suitable for Class 3 applications that involve thermal cycling or elevated operating temperatures. High-Tg variants like 370HR or FR408HR are the minimum for most Class 3 builds. Rogers, polyimide, and Megtron materials are used when signal performance or temperature requirements go beyond what FR4 variants can handle.
Q3. What is the difference between IPC-A-600 and IPC-A-610?
IPC-A-600 sets the acceptance criteria for bare-fabricated PCBs- hole quality, copper plating, laminate condition, and surface finish. IPC-A-610 sets the acceptance criteria for assembled PCBs, solder joints, component placement, cleanliness, and mechanical condition. Class 3 production requires certified inspectors applying Class 3 criteria under both documents.
Q4. When is AXI inspection required on Class 3 assemblies?
AXI is required whenever the assembly contains a BGA or any other package whose solder joints cannot be inspected optically. Class 3 acceptance criteria require that every solder joint be verified, and since BGA joints are physically hidden, X-ray is the only way to do it. Many Class 3 programs require AXI on all assemblies regardless of package types.
Q5. What causes CAF failure in PCBs, and how do you prevent it during design?
CAF forms when a metallic filament grows through the laminate between two conductors under voltage bias and humidity over time. It degrades insulation resistance progressively until a fault occurs. Prevention starts at the design stage with adequate via-to-via spacing, laminate selection using tight-weave glass, and controlled cleanliness after assembly. CAF risk is highest in dense multilayer designs with many closely spaced vias.
Q6. What does aerospace-grade PCB standard compliance actually require beyond IPC Class 3?
Programs governed by MIL-PRF-31032 or similar aerospace standards require qualification testing of the manufacturer’s process, ongoing conformance coupons for each production lot, material traceability to specific laminate lots, and chain-of-custody documentation that ties every finished board back to the materials and process steps used to make it. This goes significantly beyond standard IPC Class 3 production documentation.